



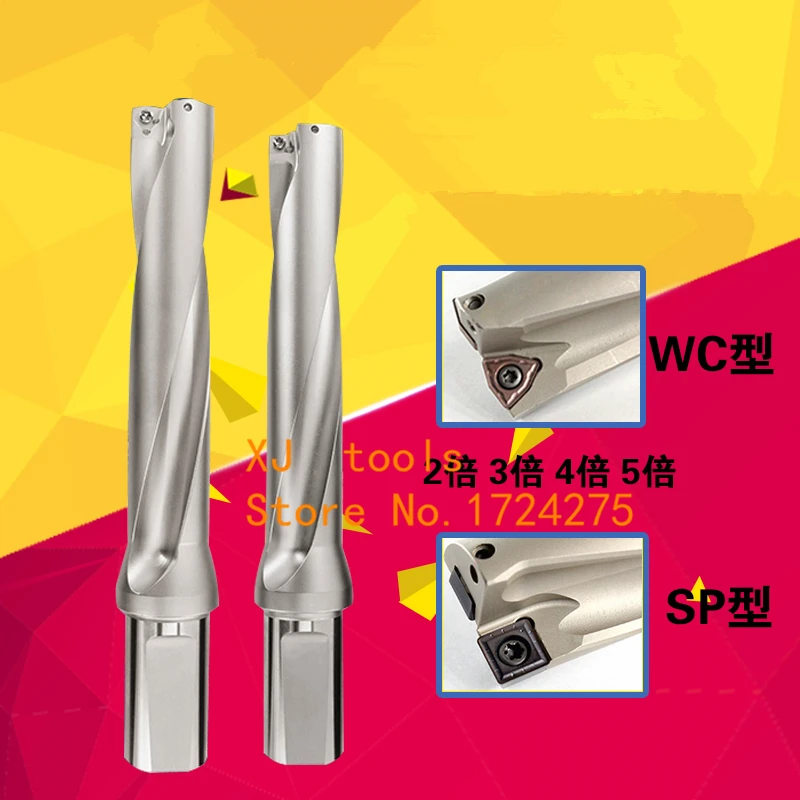

1STK WC25/WC32-2D-SD20--SD25,udskifte Knivene Og Boremaskine-Type For WCMT Indsætte U Boring Overfladisk Hul,korthulsbor
DIY-Forsyninger: Metalbearbejdning
Oprindelse: KN(Oprindelse)
Materiale: Andre
Type: Twist Drill Bit
Mærke: KAVTECNC VÆRKTØJER
Længde: L
Bruger: Metal Boring
Model-Nummer: SD20-WC03--SD25-WC05
-
Specifikke modeller er som følger:
WC25-2D-SD20-WC03
WC25-2D-SD20.5-WC03
WC25-2D-SD21-WC04
WC25-2D-SD21.5-WC04
WC25-2D-SD22-WC04
WC25-2D-SD22.5-WC04
WC25-2D-SD23-WC04
WC25-2D-SD23.5-WC04
WC25-2D-SD24-WC04
WC25-2D-SD24.5-WC04
WC32-2D-SD25-WC05
Fast boring med Blade Type: SD14-SD20: WCMT030208FN ACZ330 screw: M2.5 * 6.5 skruenøgle: T8 SD21-SD24: WCMT040208FN ACZ330 screw: M2.5 * 6.5 skruenøgle: T8 SD25-SD30: WCMT050308FN ACZ330 skrue: M3 * 7 Skruenøgle: T8 SD31-SD41: WCMT06T308FN ACZ330 skrue: M3.5 * 8 Skruenøgle: T15 SD42-SD60: WCMT080412FN ACZ330 skrue: M4 * 10 Skruenøgle: T15, Da u bore kunden køber, vil være flere spørgsmål, vi først gøre nogle grundlæggende instruktioner (A) solid edge specielt U bor, er deres egne fabrikker træ tog operationer, frisk, fremstilling, prøvning. (2) kvaliteten kan være sikker på, som kan erstatte Taegutec andre high-end mærker. (3) Vores priser er meget rimelige, og du må ikke sammenligne marked billige U bor. (4) Type Beskrivelse (sag C25-SD20.5-25-4D) Repræsentant skaft diameter C25 SD20.5-25D-repræsentant 20.5 / 21 / 21.5 / 22 / 22.5 / 23 / 23.5 /24/24.5 er det samme pris 4D repræsentant U bore længde (håndtag længde er ikke) 4D = 4 gange diameteren, U er længden af bordiameter X4 (5) U boret vil være hvid og sort to modeller, kvalitet og prisen er den samme, derefter sendes.Vi er standard generelt fotograferet baby hår med trekantede vinger WCMT type, Hvis de har brug for, er fladbundet hul boring kræver Bemærkninger om, at vi vil sende med SPMG type blade.Køber Bemærk: U bore huller til skrub-værktøjs-diameteren er generelt spillet anses for at være normale udvalg af plus eller minus på 0,2, Når de anvendes, så højt tryk centrum af vand, kan øge blade liv og spånafgang, Når det er relevant CNC-drejebænke, rekvisitter til centrum, og centrum af den mekaniske akse parallel bor Bor: bor Bor bor er en vigtig faktor for succes.Sikre god kvalitet af den metode, som er at sikre, at hullet er boret ind i overfladen af boret vinkelret på en central akse af emnet.Desuden vendbare bor lavvandede huller kan også justere foderet til behandling konveks, skrånende og uregelmæssige konkave overflade boremaskine.Generelle notater: stærkt anbefales at bruge højtryks-center bidende koldt måde, den kolde skæring kan maksimere effektiviteten af øvelsen, skæring, effektivt forhindre ophobning af chips, blade beskadiget og ødelagt en maskine bearbejdede indre overflade for at sikre pålideligheden af behandling med ekstern køling tilstand boring, boring dybde bør ikke overstige 1.5 U boredybde, når det er nødvendigt, anbefales at hakke måde proces For bedste boring resultaterne er som følger: opdage stål skaft minimere afvigelsen mellem værktøj og spindel-aksen brug den anbefalede skære tilstand boring dybde i 2D / 3D, når den kølervæske minimum 4 KG / cm⊃2;, boring dybde 4D kølevæske pres, når minimum 5 KG / cm⊃2; mere behandling blænde tolerancer, typisk boring dybde i 2D / 3D, når 0 / + 0.25; 4D når 0 / 0.40, men med forskellige tilfældige seng og behandling forhold vil ændre undgå at overskride 6 ° hældning, den konkave overflade ujævn begynder at bore, det er let at bore som bor lidt off-center eller skår, så hvis du har at gøre er at fodre boring skal være reduceret til den anbefalede værdi tredje.Hvis du allerede har forborede huller på de dele, åbning af hullet, må ikke overstige den færdige størrelse med en fjerdedel, da det ellers vil føre delvis bor.Når der er krydsende hul boring dele lægges sammen med multi-ark tilspændingen skal reduceres til omkring en tredjedel af de anbefalede værdier, Drejebænk relevant Bemærkninger (boret drejer ikke) at Sikre, at værktøjs-aksen og spindel-gummi, der er mindre end 0,03 mm, hvis det er nødvendigt, foretage de nødvendige korrektion er nødvendig overfladen af boret skal være installeret i retning af bevægelse af bladet, parallelt med X-aksen for den maskine, og på den ydre omkreds af bladet installation af værktøj tårn sikre, at disse betingelser er opfyldt, kan den mobile værktøjs-akse retning langs X-aksen værktøjsmaskiner, fås i forskellige hul diameter Hvis bearbejdningstolerancer ikke opfylder kravene, skal du kontrollere ovenstående elementer et efter et, og indstil skære parametre, forbedret køling betingelser bemærk, at hvis din CNC drejebænke har haft oplevelsen af den kollision, er det vanskeligt at sikre, at værktøj i spindelakse, koncentriske med krav om Advarsel: Når der bores gennem emnet, de nederste stykke af en high-speed flyvende disc-formet affald, og skal tage passende forholdsregler til at sikre sikkerheden for Hurtig boring og behandling parametre er beregnet som følger: Skære-hastighed (Vc): Eksempel: Spindel hastighed for 1600rev / min, bordiameter Φ20mm, sin skærehastighed: Vc = (20 × 3.14 * 1600) ÷ 1000 = 100 (m / min Tilspænding (VF): Eksempel: Spindel hastighed for 1500rev / min, foder per revolution af 0,1 mm / rev, dens foder sats er: VF = 0.1 × 1500 = 150 (mm / min) Hul bearbejdningstid (Tc): Eksempel: Bor med en diameter Φ20mm, 40 mm dybt hul, skære-hastighed er 100 m / min, foder per revolution af 0,1 mm / rev, søger boring tid: Vc = (100 × 1000) ÷ (20 * 3.14) = 1600 (omdr. / min) Tc = (40 × 1) ÷ (1600 × 0.1) = 0.25 (min) spånvolumen (Q): Eksempel: en diameter på bore Φ20mm fremføringshastighed bearbejdning af 160mm / rev, sin spånvolumen:
Tags: wcmx030208, baby pige strømpebuksen, db dans, 801s vibrationer, rejsetasken plaid, falske guldfisk, børn frock, barn kjole, at stykke set kvinder, Circuit design.
-
Anmeldelser (1)
Skriv en anmeldelse
Relaterede varer
















Work OK put a knife grain have fit waste absolutely single's arrival very slow almost month Flint